Frozen Food,Frozen Vegetables,Frozen Fruits Pretty Jade Food Company Limited , http://www.jnginger.com
This article takes the six-year periodic inspection of microcomputer protection of Guangzhou Power Supply Branch Substation Management as an example to analyze and analyze the defects found in the inspection and study the measures to improve the work of computer protection inspection.
1 Annual Statistics and Analysis of Defects Found in Regular Inspections In 1996, the application of microcomputer protection for transformer substations of Guangzhou Power Supply Sub-company took shape and it has grown substantially year after year. By the year 2001, the complete set of microcomputer protection was the overwhelming majority, so the number of annual inspections for regular protection also increased significantly. Table 1 is a statistical table of the defects found in the regular inspections of microcomputer protection during the six years from 1996 to 2001 (in the table, n is the total number of inspections; n1, n'1 is the percentage of defects not detected and the percentage of the total number of inspections; N2, n'2, is the number of times the test finds a general defect and the percentage of the total number of tests. The "general defect" is a defect that does not affect the protective action behavior; n3, n'3 is the number of times the test finds a serious defect and the total number of inspections As a percentage of the number, "serious defects" are defects that affect the protective action behavior.
From Table 1, it can be seen that about 90 percent of the periodic inspections of the microcomputer protection set have no defects. Compared with the traditional relay protection devices, they have made great progress. This shows that the reliability of the microcomputer protection is high and the defect rate is low. It also shows that the defects occurred in the microcomputer protection device do not need to wait until the periodic inspection has been discovered and processed. 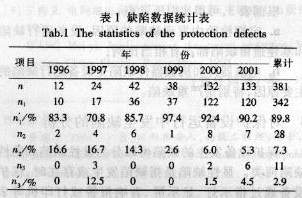
2 According to the statistical classification and analysis of the location of defects found in Table 2 for the 1996-2001 periodic inspections found in the defects and the breakdown of the defect by the statistical table (in the table, n4, n'4 for the total number of defects and the percentage, the rest Defined in the same table 1). 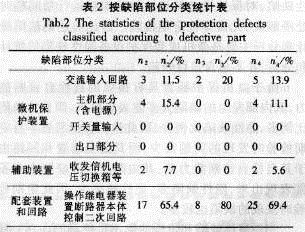
a. There are fewer defects found on the microcomputer protection device and auxiliary device, and more defects are found on the matching device and circuit;
b. There are fewer defects found in the microcomputer protection host part and the switch input/output part, and there are more defects found in other peripheral devices and loops;
c. Most of the serious defects occur on the associated devices and circuits.
3 Classification and statistics according to the causes of the defects found Table 3 shows the statistics of the defects found in regular inspections from 1996 to 2001. The breakdown statistics are based on the cause of the defects (the definition of n2—n'4 in the table is the same as Table 2).
According to Table 3, the following points can be drawn:
a. The reasons for the defects found in regular inspections, equipment operation defects and legacy defects of the infrastructure all occupy a considerable proportion;
b. Defects in electromagnetic devices and mechanical devices are the main causes of equipment operation defects, especially serious defects.
4 Analysis of defects occurring during the operation of protective equipment The defects occurring in protective equipment can be classified into two types: explicit defects and recessive defects. Explicit defects refer to the fact that the protection device displays or simply analyzes the indicator, display screen, sound alarm, or printer when the defect occurs or exists. When the hidden defect occurs or exists, the protection device does not have any information. Discover or analyze. The defects left behind by infrastructure construction are generally hidden defects. The defects occurring in equipment during operation are both obvious and implicit defects.
The purpose of periodic inspections of protective equipment is mainly to detect and deal with hidden defects. The obvious defects of protective equipment are temporarily handled during the operation without waiting for periodic inspections. Therefore, the aforementioned statistics and analysis of defects are mainly the statistics and analysis of the hidden defects of microcomputer protection equipment, and do not include explicit defects.
Since the microcomputer protection device has a strong self-diagnosis self-diagnosis capability, most of its internal defects can be manifested, that is, the proportion of dominant defects is large, and the proportion of hidden defects is small. Therefore, the problems found in the periodic inspection of the microcomputer protection device itself are rarely found. However, due to the poor self-diagnosis self-diagnosis capability of its associated devices and circuits, most of its internal defects cannot be represented, and there are many recessive defects and fewer obvious defects. Therefore, more defects are found during regular inspections.
Of course, explicit defects and hidden defects are not absolute. Under certain conditions or human effort, they can be transformed into each other. When the device or circuit design is reasonable, most of the defects occurred are obvious defects, and there are few recessive defects. When the relay protection personnel has a high level of technical analysis or masters more phenomena and data, the hidden defects can be transformed into Explicit defects; The deeper the research on the state of protection equipment, the stronger the monitoring and analysis methods, the hidden defects will be further transformed into dominant defects.
5 Problems existing in the current micro-computer protection inspection work The current micro-computer protection inspection is conducted in accordance with the Inspection Regulations for Relay Protection and Grid Security Automatic Devices promulgated by the Ministry of Electric Power in January 1988 and the relevant inspection procedures for micro-computer protection devices, including new ones. Installation and inspection of the equipment before it is put into operation, periodic inspections during the operation, and supplementary inspections. Due to the rapid development of various types of microcomputer protection devices, and the delays in the introduction of inspection procedures or not yet introduced, it is difficult for the field device inspection to be followed by regulations. Even the inspection procedures that have been issued have the characteristics of being over-theoretic and lacking in micro-computer protection devices, lack of re-targeting, and lack of emphasis and operability. Therefore, on-site microcomputer protection device inspection usually has the following problems.
a. The newly installed equipment is often put into production hastily, leaving a short time for acceptance inspection, equipment information and drawings are not complete, especially imported protective equipment. Relay protection personnel were not familiar with the equipment and design before acceptance inspection and failed to formulate a complete acceptance inspection program. Some people think that the protection of microcomputers is so reliable that acceptance inspection methods such as spot inspections or inspections are used, or so-called "turnkey" receiving modes are used. This has prevented the newly installed equipment from being fully inspected, leaving a large number of defects as operational hazards. Defect statistics table 3 shows the number and severity of legacy defects in infrastructure.
b. The lack of emphasis or misplacement of the regular inspection of the microcomputer protection, and even the verification of the microcomputer protection core device is equivalent to the inspection of the microcomputer protection device. When testing a microcomputer protection core device, it is customary to carry out item-by-item trials for protection settings and analog faults (this is unnecessary for a microcomputer protection device), which consumes a lot of time and effort, and input/output interfaces to the core device. Loops and logic (such as power supplies, input logic loops, output relays, etc.) are not checked item by item. Normally the microcomputer core device is normal, but the whole set of protection still does not operate normally. For example, the external 3Uo loop is connected incorrectly, or the input optocoupler circuit is abnormal, or the output relay is defective.
c. For the inspection of the state of auxiliary devices, outlet relays and secondary circuits, etc., do not do all of the detailed, or even do a special inspection, only drive test. Most of these matching devices and circuits are electromagnetic or mechanical devices. The operating environment and operating conditions are relatively poor. There is basically no defect self-diagnosis alarm function. Therefore, defects are more likely to occur, and it is not easy to find defects after they occur. Defect statistics table 2 and table 3 have shown that there are many defects found in the associated devices and circuits, and most of them are serious defects; the defects of electromagnetic devices and mechanical devices are the main causes of equipment operation defects, especially serious defects.
6 Basic viewpoints on the inspection of microcomputer protection a. Due to the high reliability of the microcomputer protection device and the loop, the defect self-checking function is strong, and when the microcomputer protection is tested regularly, the defect rate found is lower than that of the traditional protection. Most of the microcomputer protection can Keep it up and running.
b. Microcomputer protection The defects found in periodic inspections are mostly on their associated devices and circuits, and less on their core devices. The focus of the inspection on the protection of the microcomputer should be on its associated devices and circuits; the transmission test of the input/output circuit (including the circuit breaker) is the most important when doing the inspection of the protection part.
c. The defects left behind by infrastructure (especially serious defects) account for a large proportion of the defects discovered during regular inspections of the protection. Therefore, before intensifying the acceptance of equipment before it is put into production, special attention must be paid to the first comprehensive inspection in the first year after production. The first inspection found that The highest proportion of defects, the best effect.
d. The acceptance of the new equipment before it is put into production shall have sufficient time and information to ensure that the protection personnel of the operation department are familiar with and accept the equipment. The relay protection personnel of the operation department shall conduct comprehensive (on-by-one, loop-by-loop, logic-by-logical) acceptance of the protection equipment to ensure that the remaining defects of the infrastructure are as small as possible.
e. Improve the contents and methods of periodic inspections of microcomputer protection, so that defects (especially hidden defects) in multiple devices and loops are focused and fully tested. Simplify the inspection of the functions and fixed values ​​of the microcomputer core devices, strengthen the inspection of matching devices and circuits, and pay attention to the inspection of device interfaces and contacts to improve the inspection efficiency and receive good results.
f. Strengthen the status monitoring and status judgment of the microcomputer protection operation, comprehensively assess and judge the status of protection from various aspects such as instruction information, printing information, and alarm information of the microcomputer protection, find problems and handle them in time, so that most defects do not need to wait for periodic inspections. Found and handled.
g. After the full acceptance of the microcomputer protection and the first comprehensive inspection after the production, the hidden defects have been greatly reduced. After the 3-5 year comprehensive inspection specified by the original regulations, there are few defects discovered. This article believes that under the premise of strict and comprehensive inspection and first-time inspection, it is reasonable to extend the inspection period of the microcomputer protection according to the new regulations by strengthening the status monitoring and status maintenance during operation, that is, once every 1-2 years. Partial inspection or transmission test; full inspection every 6 years.
For a long time, the relay protection personnel at the scene insisted on regular inspections of protective equipment. Regular inspection is the most important means of detecting and handling defects after the equipment is put into operation. With the popularization and development of computer protection, as well as advances in manufacturing processes and design, operational practices have found that defects in microcomputer protection are different from traditional protection in terms of distribution and nature, and present new features and laws. According to these characteristics and laws, the blindness of the periodic inspections of microcomputer protection can be reduced, and the effect of inspections can be enhanced. At the same time, the acceptance of relevant new protections and productions can also be promoted, and the level of protection operation and maintenance can be improved. According to the above classification statistics, the following points can be drawn: