4. Deterministic factors of quasi-single crystal technology 4.1 Technical research and development points (1) Temperature gradient improvement. Developed for the thermal field to improve the temperature gradient, while also paying attention to thermal field protection; (2) seed preparation. The study found that the direction of preparation of quasi-single crystal seeds will develop toward ultra-large and ultra-thin; (3) precise melting control. This part is very difficult to control. It determines whether the quasi-single crystal can be stably produced, so it needs a corresponding precise melting control equipment. It is understood that in order to obtain a stable control process, Phoenix Photovoltaic has developed a set of seed crystal melting control equipment for quasi-single crystal, which can enter the long crystal stage at 0.5mm; (4) dislocation density. In many production processes, efficiency decay is always unavoidable. To this end, the dislocation density is controlled to the minimum, which is the key to this process; (5) corner polycrystalline control, that is, reasonable and effective control of the proportion of corner polycrystals; (6) The yield of ingots is improved. The current yield is between 40% and 60%, and needs to be improved. 4.2 determinants of mass production (1) feasible process routes. If the developed quasi-single crystal has no feasible process route, the quasi-single crystal product will only be in the laboratory stage; (2) it is a stable control method; (3) precision melting control equipment; (4) low cost of transformation and Production costs, that is, transformation based on the original ingot furnace, thereby reducing costs. Phoenix PV recently announced that the company has successfully achieved the first mass production of quasi-single crystals worldwide by modifying the GTSolarDDS450 model furnace, and the cost is lower than that of crystalline silicon cells. 5. The significance of quasi-single crystal technology Quasi-single crystal is not only a feasible way of high-efficiency silicon wafer, but also a way to reduce cost in ingot plant. Regarding the cost control problem, it is well known that in the utilization of the battery component, the silicon rod of the Czochralski silicon is cylindrical, and the fabricated photovoltaic cell piece needs to be cut off around, and the finished battery assembly yield is about 50%. In comparison, the quasi-single-crystal silicon ingot is a square ingot, and the slice made of the cell sheet is also a rectangular square, and the assembled battery assembly yield is about 65%. In terms of process cost, the straight pull single crystal silicon is 160 yuan / kg, and the quasi-single crystal silicon is 60 yuan / kg. Considering the total cost of photovoltaic cells, the cost of the entire production chain can be reduced by 10% due to the quasi-monocrystalline silicon ingot technology under the premise that other costs such as silicon raw materials, slicing, and components are fixed. However, to achieve the low cost of the technology, it is necessary not only to master the relevant process and theoretical knowledge, but also to be skilled in practical operations. The last factor is high reliability, and the core performance is that the products produced can withstand such large temperature differences. Although quasi-single crystal has various advantages, from the above technical difficulties, its development still has many constraints, and more technological breakthroughs are needed to achieve long-term development. 6. Conclusion Photovoltaic equipment manufacturers will face tremendous pressure in the future. It is an important way for PV equipment manufacturers to study production processes in various aspects and meet the development needs of the photovoltaic industry with advanced equipment. At present, China has surpassed Western countries in single crystal pulling, polycrystalline ingots, especially quasi-single crystal ingot casting technology. Several well-known manufacturers in China have different levels of research and practical application in alignment with single crystal production processes and technologies. Benefiting from quasi-single crystal, companies that started earlier will further consolidate their position in the ingot furnace market and add to the increasingly competitive PV equipment market. From the perspective of long-term development, with the continuous and large-scale production of quasi-single-crystal products, more and more new technologies will be put into mass production, such as diamond wire cutting, full-crystal ingot casting, direct thin silicon wafer. and many more.
A power tool is a tool that is actuated by an additional power source and mechanism other than the solely manual labor used with hand tools. The most common types of power tools use electric motors. Internal combustion engines and compressed air are also commonly used. Other power sources include steam engines, direct burning of fuels and propellants,or even natural power sources like wind or moving water. Tools directly driven by animal power are not generally considered power tools. Power tools are used in industry, in construction, in the garden, for housework tasks such as cooking, cleaning, and around the house for purposes of driving (fasteners), drilling, cutting, shaping, sanding, grinding, routing, polishing, painting, heating and more. Such power tool requires aluminium component which are made by diecasting process. Xinyu is capable to provide all types of power tool component HPDC dies
XINYU MOULD was founded in 2002, has been developed into a scaled comprehensive company which is capable of offering alum. die casting dies' design, fabrication and die casting components, it's situated in High-end mould Industrial Zone, Beilun where is reputed to be "China die casting mould hometown",when it comes to power tools, like cutting tool,their frames/housings of most of them are made of Alum. die casting, XINYU MOULD,the prestigious die casting components' maker is providing high quality die casting components to world leading power tool maker, any demand, please feel free to contact us.
Xinyu Mould Capabilities
1.Year Of Establishment:2002
2.Location:2 (One Is Brand New)
3.Land Area:3600sqm
4.Emplyees:120
5. Equipment;CNC:18 (Makino, Toshiba, Liyang ), WEDM:10, EDM:9, Spotting Machine:2, CMM:2, Gun Drill Machine:2, Die Casting Machine:7, Others:50
1. Engineers In 2d&3d: 16
2. Engineers In Cnc Programming:6
3.File Format For 2d: Dwg&Dxf
4.File Format For 3d:Iges&Step
5.Software For 2d:CAD
6.Software For 3d:Simens NX & Pro-E
7.Software For Programming: Powermill
8.Software For Mould Flow: Magma
1.MES Process Control System
2.IATF 16949 Quality System
3.Well-Trained Operators
4.CMM Inspection
1. CAE Support Magma(Lid 18175001)
2.Rich Experience In Casting Dies For Auto Structual Parts,Powertrain;Oil Pan;Redirector; AC Compressor
3.Trial Run Machines Available In House From 160t To 1600t
4.Vaccum Venting System Application In Dies
5. Partial Squeeze Skill In Dies
6.High Precision Imported CNC(5 Axis)
7.Globalized Hr Concept
1.Max Die Size:2500*2500*1800
2.Max Die Tonnage:2500t
3.Biggest Die Casting Machine:1600t
4.Most Complex Die: 11slides
5.Yearly Capacity:350sets
1.Main Market:Na;Europe;Asia
2.Main Field: Auto;Telecommunication;
Lighting;General Machinery;Power Tool
Furniture
3.Partner Offering After Sales Service:
Available In India&Us,Europe
4.Business Involved:
Aluminum Die Casting Dies
Aluminum Die Casting Components
1. Fob Ningbo/Shanghai
2.Payment Term:Tt
3.For Dies:50% Down Payment 50% Prior To Delivery
4. For Castings: 10% Down Payment
The Rest Within 30days After b/l Date
5.Leadtime For Quotation:2days
6.Feedback For Customers' Query:24hours
Aluminium Castings For Power Tool Aluminium Castings For Power Tool,Power Tool Aluminium Castings,Power Tool Cast Aluminum Parts,Power Tool Aluminum Die Casting Parts Ningbo Beilun XinYu Mould Manufacturing Co.Ltd. , http://www.xinyudiecasting.com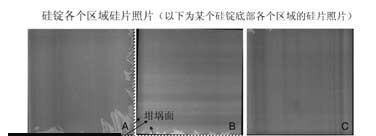


1.1 Conventional single crystal silicon and polysilicon technology We know that single crystal silicon is generally obtained by the Czochralski method (CZ method), and the single crystal seed crystal of a specific crystal orientation is used for seeding, and the target crystal orientation is obtained by spin pulling. The single crystal silicon rod, the obtained product contains only one crystal grain, and has the characteristics of low defect and high conversion efficiency. At present, the conversion efficiency of large-scale production of monocrystalline silicon cells has reached 18%, but the method has high requirements on raw materials and operations, and requires less single feeding, higher product cost, and greater attenuation of solar cells. Polycrystalline silicon is mainly produced by directional solidification method. It has a large single feeding amount and is easy to operate and low cost. The attenuation of the cell is much smaller than that of the single crystal silicon wafer, but in the traditional ingot casting condition, it is in the ingot polycrystalline. It often contains a large number of grain boundaries and defects, making the conversion efficiency of polycrystalline silicon solar cells about 1.5% to 2% lower than that of single crystal silicon cells. 1.2 Quasi-single crystal technology The core of the quasi-single crystal technology is the single crystal ingot technology, which uses the ingot casting process to produce a single crystal or even a single crystal product, which combines the advantages of monocrystalline silicon and polycrystalline silicon. Compared with polycrystals, quasi-single crystal silicon wafers have fewer grain boundaries and low dislocation density; solar cell conversion efficiency is as high as 17.5% or more. Compared with single crystal silicon wafers, the photoinduced attenuation of quasi-single-crystal cells is about 1/4 to 1/2 lower; the furnace charge is large, the production efficiency is high, the slicing process is simple, and the cost is low. 2. Quasi-single crystal ingot technology 2.1 Implementation method There are two methods for realizing ingot single crystal, as follows: (1) Seedless ingot casting. The seedless crystal-inducing ingot process requires high initial growth control of the crystal nucleus. One method is to use a groove that is slotted at the bottom. The main point of this method is to precisely control the temperature gradient and crystal growth rate during directional solidification to increase the size of the polycrystalline grains. The size of the grooves and the cooling rate determine the size of the grains, and the grooves help to increase the grains. . Because there are too many parameters to be controlled, the seedless ingot casting process is particularly difficult. (2) Seed crystal ingots. Most of the current mass-produced quasi-single crystal technology is seeded ingots. This technique first places the seed crystal and silicon doping element in the crucible. The seed crystal is generally located at the bottom of the crucible, and then the molten silicon material is heated, and the seed crystal is not completely melted. Finally, the temperature is controlled to adjust the solid liquid phase. The temperature gradient ensures that the single crystal grows from the seed crystal position. 2.2 Temperature Control and Process Control Quasi-single crystal ingots place high demands on temperature control and process control. In order to meet the requirements of quasi-single crystal ingots, the ingot furnace must have strict temperature gradient and solidification speed control, suitable interface shape, nucleation or single crystal control, and flow control. At present, many manufacturers can provide quasi-single crystal ingot equipment, such as Shaoxing Jingong JJL500/JJL660/JJL800 (G6), US GTDSS450HP/DSS650 (G5), Beijing Jingyuntong JZ460/JZ660 (G6), Germany ALDSCU450/SCU800 , France Cyberstar 650/800. In addition, European and American manufacturers such as REC (ALD improved), SchottSolar (VGF), Kyocera (VGF type) have specially designed furnaces, and the effect is good. Among them, ALD developed equipment for BPsolar products in the early days. As early as 2006, Bpsolar has done a lot of work around the theme of ingot casting, and developed the MONO2 product. The patent US2007/0169684A1 reports various methods. One method is to separate the seed crystal from the silicon material, and pour the molten silicon into a container with seed crystals for crystal growth. Later, because its head office focused on fossil fuels, Bpsolar terminated the study of ingot single crystals. The single crystal grain area of ​​the quasi-single crystal product can reach more than 90% of the whole silicon wafer, and the dislocation density is relatively low. Some regions of the silicon wafer have almost no dislocations in the region of 95% or more, and there are ""band-like" distribution high dislocations at the edges. In the region, some silicon wafers contain subgrain. Take the Huihui virtuswafer product as an example: the area near the surface of the crucible is polycrystalline, and other areas are basically single crystal according to the condition of long crystal, if the long crystal is better, as shown in Fig. 1C.
Xinyu Mould At Glance
Xinyu Mould Technical Profile
Xinyu Mould Process Control
Xinyu Mould Advantages
Xinyu Mould Die Capacity
Xinyu Mould Marketing
Xinyu Mould Commercial Terms&Conditions